



 换一批
换一批
当前位置:
首页
/
工程图纸
/
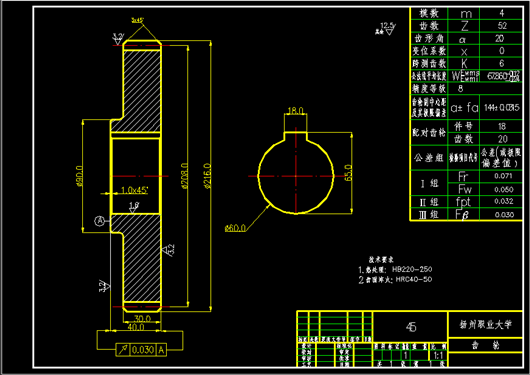
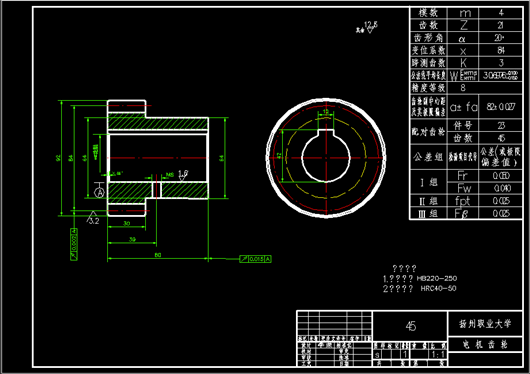
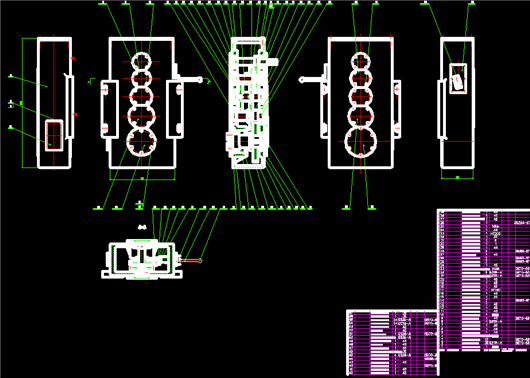
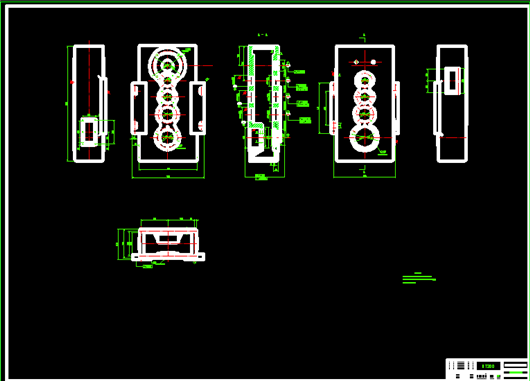
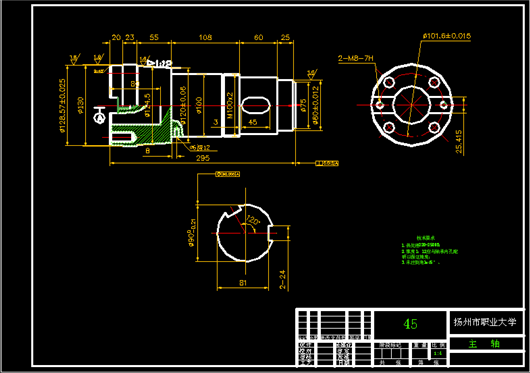
Jc23—63A机床床身工作台面设计
相关推荐
热门下载
最新资源
换一批
换一批
换一批
下载文件列表×
| 选择 | 文件名 | 大小 | 主文件 | 格式/板式 |
|---|---|---|---|---|
Jc23—63A机床床身工作台面设计.zip |
977K |
/ |
AutoCAD/2004 |

Jc23—63A机床床身工作台面设计.zip
977K
/
AutoCAD/2004/2004